Cast vs Extruded Acrylic for Laser Cutting: Which to Buy

If your laser-cut acrylic keeps coming out with a milky, frosted edge no matter how you tweak the settings, the problem almost certainly isn’t your machine — it’s the sheet. Cast and extruded acrylic look identical on the shelf, cost roughly the same, and cut nothing alike. After running both types through my OMTech Polar 350 CO2 and comparing the edges under a loupe, I can tell them apart from across the workshop now. This is the difference that decides whether your edge comes off glassy or hazy, and it’s the first thing I check when a clear-acrylic job disappoints.
Cast acrylic gives a polished, transparent cut edge; extruded acrylic gives a hazy white one that no setting can fix. That single fact decides far more of your acrylic results than any power-and-speed number you’ll ever dial in, which is why I treat sheet selection as the first decision on a clear-acrylic job, not an afterthought. Below is why the two behave so differently, when extruded is actually the smarter buy, and how to tell which you’ve got before it hits the bed — and where each lands once you start matching the acrylic cutting settings to the sheet in front of you. This piece deep-dives one fork of the broader laser cutting acrylic guide.
How They’re Made — and Why It Matters at the Kerf
Both materials are PMMA (polymethyl methacrylate), but the manufacturing diverges completely. Cast acrylic is made by pouring liquid monomer between two glass plates and letting it polymerise slowly, producing a uniform, stress-free polymer matrix with a high and consistent molecular weight. Extruded acrylic is made by forcing molten polymer through a die under pressure and pulling it into a continuous sheet, which aligns the molecules directionally and locks internal stress into the material.
That difference is invisible until heat hits it. Laser cutting acrylic is a melt-and-vaporise process: the beam heats the polymer past its melting point at the kerf and the edge re-flows smooth as it cools. Cast acrylic, being stress-free and uniform, re-flows into a glassy, transparent edge. Extruded acrylic, full of locked-in directional stress, releases that stress as it melts — the surface micro-fractures and scatters light, leaving the characteristic hazy white edge. There is no power, speed, or air-assist combination that prevents this, because the cause is baked into the polymer at the factory, not introduced at the bed.
Edge Quality: The Test That Settles It
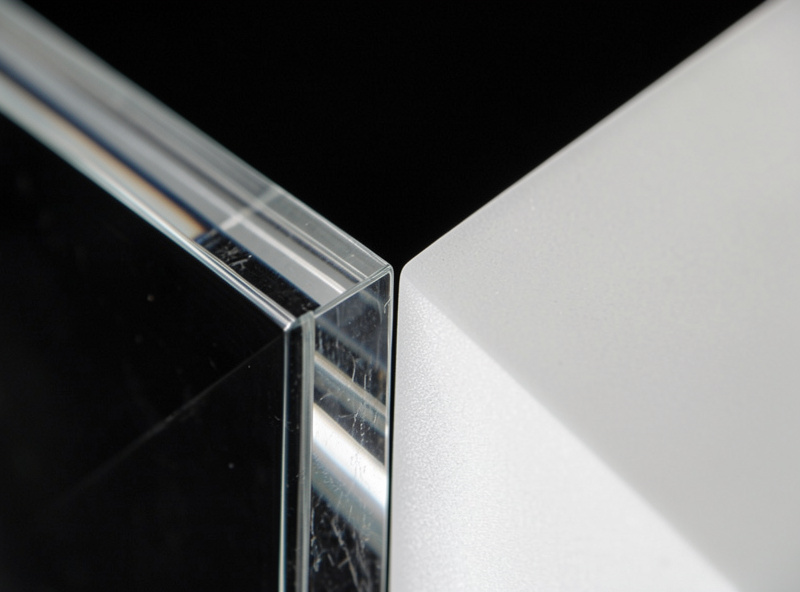
I ran the same simple square on identical-looking 3 mm clear sheets, one cast and one extruded, at the same power and speed on the Polar 350. The cast square came off the bed with an edge I could read text through — flat, clear, faintly flame-polished. The extruded square had a frosted band along every cut edge that looked sandblasted. Same machine, same settings, same minute; the only variable was the sheet.
The frost on extruded isn’t dirt and it doesn’t wipe off, because it’s the physical surface of the material that’s been disrupted. You can sand and polish it back to clarity by hand, or flame-polish it with a quick pass of a torch, but that’s extra labour on every part — and for an intricate cut with lots of edge, it’s hours. Cast simply skips that step. This catches a lot of people out: they see a hazy edge, assume their settings are wrong, and burn an evening chasing power and speed numbers that were never the problem. If you find yourself fighting a frosted edge that won’t clean up, the sheet is the first suspect, not the machine — it’s the top entry on my mental list when I work through the laser cutting troubleshooting order. For display cases, edge-lit panels, signage, and anything where the cut edge is part of the look, cast pays for itself in saved finishing time alone. This is also assuming you’re cutting clear acrylic on a CO2 machine in the first place — a diode can’t cut clear stock at all, cast or extruded, because the blue beam passes straight through it, so if you’re choosing a machine for acrylic the diode vs CO2 vs fiber comparison is the place to start.
When Extruded Is Actually the Better Buy
Extruded gets a bad rap in laser circles, but it has genuine advantages and a real place on the bench. It’s typically cheaper, it’s manufactured to tighter thickness tolerances (the continuous process holds dimension better than casting), and it’s flatter — large extruded sheets lie down on the bed without the slight bow cast sheets sometimes have. For engraving-only work where you never cut a visible edge, those advantages win and the frosted-edge problem never comes up.
Extruded also frosts more readily when engraved, which is occasionally exactly what you want: a frost-engraved logo can read slightly brighter on extruded. And it cuts at marginally lower power because it melts at a slightly lower temperature. So my rule is simple: if the edge shows, buy cast; if the part is engrave-only or the edge is hidden inside an assembly, extruded saves money with no downside. Knowing which job you have in front of you is the whole skill.
| Factor | Cast Acrylic | Extruded Acrylic |
|---|---|---|
| Cut edge quality | Glassy, polished, clear | Hazy, frosted white |
| Best for | Visible edges, signs, edge-lit | Engrave-only, hidden edges |
| Thickness tolerance | Looser (poured) | Tighter (continuous die) |
| Flatness | Can bow slightly | Very flat |
| Relative cost | 10–20% more | Cheaper |
| Engraving frost | Clean white frost | Slightly brighter frost |
| Cut power needed | Marginally higher | Marginally lower |
How to Tell Cast from Extruded Before You Cut
The most reliable method is the supplier label — reputable acrylic sellers specify “cast” or “extruded” (sometimes abbreviated XT for extruded, GS or “cell cast” for cast) right in the product description. Generic marketplace acrylic frequently doesn’t say, which is itself a warning sign; if it’s cheap and silent on the manufacturing method, assume extruded.
If the label’s gone, there are field tests. Cast acrylic is slightly softer and “grabbier” to a drill bit — it produces curly chips, while extruded produces fine powder and can crack. Cast also typically has a faintly different smell when cut (more of a sweet acrylic note). The most definitive field test for laser users is just to cut a scrap: a glassy edge is cast, a frosted edge is extruded. I keep a labelled offcut of each on the bench as a reference, so a quick side-by-side under the light settles any new sheet in seconds. This is really an extension of the same materials-test-card habit I run on every new lot — the same discipline I apply across every material in the laser cutting materials guide: before a production run I cut a small test square from a corner of the actual sheet, look at the edge, and only then commit the full sheet. With acrylic that two-minute check tells me cast-or-extruded and dials in the power and speed in one pass, because even two sheets both sold as “cast clear” can need a few percent of adjustment between brands.

Buying Cast Acrylic Without Getting Burned
Because the price difference is small but the cut-quality difference is huge, it pays to buy cast deliberately rather than grabbing the cheapest clear sheet. Look for explicit “cast” or “cell cast” labelling, and favour sheets sold to sign-makers and laser users rather than generic glazing stock, which is usually extruded. When I’m stocking up I buy a known cast sheet in my common thicknesses so I’m never guessing mid-project, and I keep clear and a couple of colours on hand.
For the consumables side of an acrylic project, the things I actually re-order are the sheet itself and the masking I run over it. A pack of cast acrylic sheets labelled cast (not extruded) is the single most important buy for edge quality, and a roll of paper transfer masking tape covers any sheet that arrives without its own protective film. Neither is expensive, and both directly change how clean your finished part looks.
As an Amazon Associate I earn from qualifying purchases. These are materials I keep on my own bench; the links never change which method I tell you is right for the job.
Frequently Asked Questions
Is cast or extruded acrylic better for laser cutting?
Cast acrylic is better for any cut with a visible edge because it produces a glassy polished edge. Extruded acrylic frosts white at the cut and cannot be fixed with settings. Extruded is only the better choice for engrave-only parts or hidden edges, where it is cheaper and flatter.
Why does extruded acrylic frost when laser cut?
Extruded acrylic has directional internal stress locked in during manufacturing. When the laser melts the kerf, that stress releases and the surface micro-fractures, scattering light into a hazy white edge. The cause is in the polymer itself, so no power or speed setting prevents it.
How can I tell cast from extruded acrylic?
Check the supplier label first, where cast is often marked cell cast or GS and extruded is marked XT. If unlabelled, cut a scrap: a glassy clear edge is cast, a frosted white edge is extruded. Cast also drills curly chips while extruded powders and can crack.
Can you polish a frosted extruded acrylic edge?
Yes, but it is extra work on every part. You can hand-sand and buff the edge clear or flame-polish it with a quick torch pass. For intricate cuts with lots of edge this adds hours, which is why cast acrylic that skips the step is worth the small price premium.
Does cast acrylic cost much more than extruded?
Usually only about 10 to 20 percent more. Given that cast eliminates all the edge-finishing labour and gives a better-looking result, the premium is small relative to the time saved on any project where the cut edge is visible.